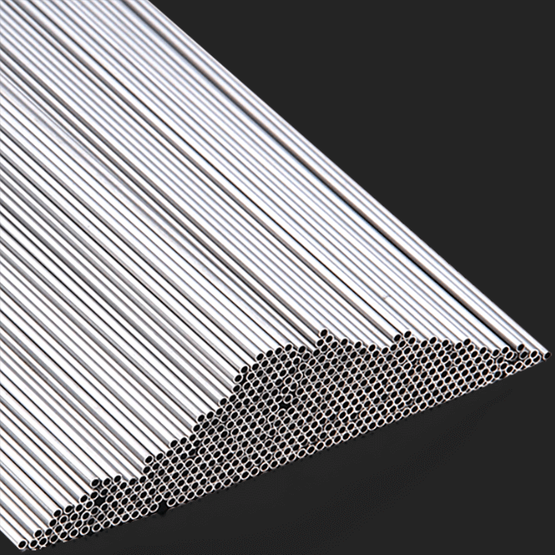
現在、チタン合金の一般的な鍛造欠陥には、主に過熱や凹凸、ボイド、クラックなどが含まれます。これらの欠陥は、主にチタン合金製品の鍛造工程におけるチタン合金製品の微細組織検査や超音波検査で一般に発見されやすいです。 。パラメータの不適切な制御によって形成されるため、鍛造工程ではチタン合金素材の特性の違いに応じて、適切な変形速度(鍛造設備)、加熱鍛造温度、パス変形、鍛造後の冷却速度を選択する必要があります。チタン合金は、低密度、高比強度、高温耐性、耐食性、非磁性などの優れた総合特性を有しており、現代の航空宇宙分野で最も有望な金属構造材料の一つとなっています。
1.ボイド欠陥
研究によると、金属材料の塑性変形プロセスには、主に結晶粒の成長、等軸結晶粒の伸び、結晶粒の回転と滑り、転位の増殖、動的回復と再結晶化、空隙の核生成と成長などの構造の変化が伴うことがわかっています。大変お待ちしております。粒界滑りは塑性変形の主なメカニズムです。粒界滑りは局所的な応力集中を引き起こし、さらなる粒界滑りの発生を妨げます。転位の移動によって応力集中が解消できない場合には、ボイドが核生成し、成長していきます。大きい。空洞は三角形の粒界で優先的に核生成します。変形量が増加すると空洞は成長し始めますが、空洞は等長状態ではなく楕円形に成長します。空洞は平行な引張応力が共有する粒界に拡散しやすく、引張応力方向に指向性空孔流を形成し、空洞の中心に向かって連続的に集合するため、空洞は引張方向と平行に成長することができる。多くの文書で、この合金は鍛造プロセス中に「孔食」やボイドが発生しやすいことが記載されています。TA7 チタン合金「ピッチング」とボイド欠陥の形成メカニズムの解析を通じて、TA7 チタン合金鍛造品のボイド欠陥の防止方法をまとめました。効果的な方法は、燃焼時間あたりの変形を 50% 以下に厳密に制御し、変形率を厳密に制御することです。油圧または油圧鍛造を使用するのが最善であり、生産で良い結果をもたらしているハンマー鍛造は避けるようにしてください。
2. 鍛造熱効果
チタン合金の鍛造変形は、通常、中心部が激しく変形するため、中心部が最も温度上昇が高くなる部分となります。中心部の温度上昇が鍛造プロセスを決定するための主な基礎となります。鍛造速度の速い鍛造ハンマーを使用してチタン合金を鍛造する場合、鍛造プロセス中の中心熱効果を考慮する必要があり、ビレットを連続的にハンマーで叩くことができません。チタン合金の鍛造には、プレスまたは高速鍛造機を使用した条件での鍛造を推奨します。このタイプの鍛造装置は衝撃速度が低く、鍛造プロセス中のブランクの瞬間的なひずみ速度が低く、発生する変形熱はあまり顕著ではなく、変形するのに十分な時間があります。熱拡散は瞬間的な温度を引き起こしません。心臓の負担が大幅に増加します。
3. 不均一な組織
鍛造工程に関しては、まずインゴットの鍛造時に適切な高温均質化処理を採用します。インゴットの柱状構造領域における微細な粒内デンドライト偏析は、均質化焼鈍または変形再結晶によって改善され、除去されます。次に、合金においては、ビレットおよび完成品の型鍛造工程において、適切な鍛造後の冷却方法を採用し、組織中の粗大なαブロックの発生を抑制する制御を行っています。上記TC17チタン合金鍛造品はサブβ型鍛造後、空冷を使用することにより粗大なαブロックの発生を誘発する。鍛造後の冷却速度が遅く、過冷却度が小さく、核生成速度が低いため、α相が成長して粗大なα片を形成するのに十分な時間がかかる。
鍛造後、水冷または油冷することにより、鍛造により生じた結晶欠陥(転位、亜結晶)や転位密度の増大した変形組織の全部または一部を室温に固定し、結晶核を大量に付加して再結晶化させます。その後の熱処理工程。熱処理中、β相の析出機構は空冷条件下での誘起核生成機構から独立核生成方式に変化し、その結果、一次αと二次αの細かく混沌とした絡み合った細片が形成されます。この構造により、合金の包括性が大幅に向上します。パフォーマンス。
www.crnmc.com 
 (1)")